Описание/Возможности
Документация для этой системы у меня только в бумажном виде. Но вы с её возможностями можете ознакомиться из документации ЧПУ Альфа - у них почти одинаковый синтаксис и возможности.
На торренте, совершенно случайно была найдена документация систем NC110-NC210-... от фирмы Балт-Систем:
Руководство программиста
Эмулятор ЧПУ: часть1 часть2 часть3
Документация для оператора
- постпроцессор для семейства
систем NC110, NC210 (3х координатный). создан в 2002 году. Многократно модифицировался.
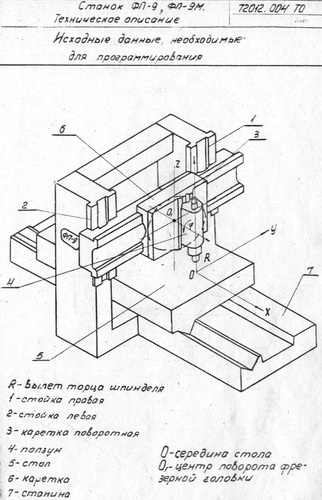
Используется для станков : 2Л450АФ4-02, 6М13СН3КНЦ, ФП-9-2НТЦ (оси
управления xvw), 6М13СН2.
У постпроцессора есть особенность - он использовался для
внедрения всяких новшеств. :):):)
minmax_for_NC110_TCL.zip
-
функция для поиска экстремумов в УП. Как внешняя процедура.
В постпроцессоре внедрена довольна сложная система включения
коррекции G42\G42\G40. - это заставил меня сделать
очень опытный и мудрый технолог, в основном работающий с этим станком (
6М13СН3КНЦ ), хотя я был против, считая её употребление стандартным для
подобных классов ЧПУ.
СПАСИБО В.А. - за то, что хотя бы эти
2-а года сумели отстоять и не дать кривым рукам его
изменять.
Документация была утеряна,
в основном осталась на бывшей работе :(
NCco7-AN.pdf
MTC200_INDRAMAT.zip
MTC200scan.zip
- сканированный вариант документации: структура УП, Таблицы
G\M-кодов, Управляющие
коды, и их краткий обзор.
( К сожалению, все что осталось. У меня был набранный мною вариант, но он
остался Там).
- постпроцессор для семейства
систем MTC200 фирмы Indramat
(ныне Bosch) (3х коорд). создан в 2000 году. Многократно модифицировался
в 2003-2008гг.
Станки - ФП93e, ФП-17ВС,...
- реализованы циклы (но не проверялись)
- у ЧПУ есть ограничение = размер УП ограничен 10000 кадрами, или 6000
кадров при использовании LA_ON\LA_OFF.
! у системы есть интересная особенность : функции динамики (G7-G8)
G7 - функция динамики, обеспечивающая торможение до
определенного значения и сглаживающий переход между кадрами
G8 - функция
динамики, обеспечивающая торможение до 0 или до возможной скорости.
Так вот, при использовании G7 - на станках
группы Фп-17 - простая окружность превращалась в эллипс. :)
fanuc_16i_18i_doc.pdf
- постпроцессор для семейства
систем Fanuc (3х коорд). создан в 2001 году. Многократно модифицировался.
Для деревообрабатывающего станка exxact51.
Циклы не использовались.
УЧПУ 2C42 – 65 (год 1988)
Описание системы 2С42-65 на основе станка ГФ2171-С5
- постпроцессор для семейства 2c42 (3х коорд). создан в 2001 году
Чижом Олегом. В посте реализовано ограничение: при F>600
мм/мин вставляется G9!
- постпроцессор для семейства 2c42-2c65 (3х коорд). создан в 2003 году. Многократно модифицировался.
Для станка КФП-250А. Реализованы циклы, торможение (нужна дополнительная
библиотека), G9. Внимание: система координат - повернута!!
- постпроцессор для семейства 2c42-2c65 (3х коорд +1 ось поворотная). создан в 2005 году на основе постпроцессора для КФП-250А. Многократно модифицировался. Для станка mc12-250m1-2 - с поворотной головкой.
Постпроцессор для DMF360L УЧПУ TNCi530
- 3-х координатный станок.
- формат Heidenhain;
- циклы (CYCLE) - не использовались;
- постпроцессор сделан на основе DMF 500 Linear .
Постпроцессор для 3X-фрезерного станка DMF 500 Linear с УЧПУ TNC530
- обычный 3-х координатный станок, ничего интересного.
- формат Heidenhain;
- циклы (CYCLE) - не использовались;
http://narod.ru/disk/9001044001/Dmu35.rar.html
Dmu35m-08-02
Safe
УЧПУ, TNC310 (WORD - формат, русская): http://narod.ru/disk/9068578001/HH310%2004-01.rar.html
DMU_35M_from_Moscow.zip
Постпроцессор для 3X-фрезерного станка DMU 35M с УЧПУ TNC426
- постпроцессор купленный (400$, автор Чиж Олег.);
- формат Heidenhain;
- циклы (CYCLE) - не использовались;
- после сдачи, его пришлось полностью переделать, но полностью довести его до ума не довелось, мне постоянно мешали - люди в лице начальника бюро и остальных.
У станка есть ограничения - самое важное:
- размер программы - ограничен 6000 кадрами (флэш-память). Правда можно использовать подкачку с компьютера.
Документация на станок (WORD - формат,
русская):
http://narod.ru/disk/9070454001/Dmc63.rar.html
DMC63HH08-02
MP10
УЧПУ, TNC477 (WORD - формат, русс������ая):
http://narod.ru/disk/9323961001/HH477-1201.rar.html
DMU_63V_from_Moscow.zip
Постпроцессор для 3X-фрезерного станка DMU 63V с УЧПУ TNC426
- постпроцессор купленный (400$, первоначальный автор Чиж Олег.);
- формат Heidenhain;
- циклы (CYCLE) - не использовались;
NS720 - программирование

Постпроцессор для 3X-фрезерного станка FCQV NC63 с УЧПУ ns720
У этого станка - были проблемы:
- сначала, число знаков после запятой пришлось с 3 уменьшить до 2х
- затем, ограничить размер создаваемой программы (29 кб)
- затем возникли проблемы с окружностями.
Постпроцессор для 3X-фрезерного станка FCQV NC63 с УЧПУ TNC360
- реализовано формат Heidenhain, iso code - переключение между форматами реализовано расширением файлами (а именно, если технолог создает файл *.i - то получим ИСО формат УП, иначе фирменный формат Heidenhain);
- циклы (G..) - не использовались;
МАШИНЫ ТЕРМИЧЕСКОЙ РЕЗКИ СЕРИИ "КОМЕТА"
СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ
Инструкция по программированию
Постпроцессор для станка термической резки kometa с УЧПУ 2P32M
- система простейшая, но технологи предпочитали делать программы для вырезки в AutoCad (проще раскладывать)
H33
Инструкция по программированию
(не очень удачный вариант и не полный)
Luch33.djvu
Н55-2 Инструкция по
программированию(6M612Ф4,6М616Ф4).
>>H33<<
Ataka.zip (файлы ЧПУ для установки на станок - разработка Иркутска, только для ознакомления - требуют ключ)
- Постпроцессор для станков широкой гаммы с УЧПУ Н33, Курс 322, ПФСТ, Луч-33,..
Постпроцессор для станка 60N
Автор : 24.10.2001 Чиж Олег
постпроцессор для станка BOKO с УЧПУ HEIDENHAIN TNC 355
Автор: 25-Oct-2001 Олег Чиж
постпроцессор ( вернее шаблон ) для ЧПУ FMS-3000 , фрезерных станков 2.5-3x;
не испытывался.
при дальнейшей разработке уточнить
1. скорость ускоренного перемещения
2. вход\выход в ноль станка G28 (в конце программы)
3. динамические условия G09\G64 , G50-G61-G63
5. Проверить коррекцию G41\G42 D..
6. Вывод и задание M-функций (шпиндель, охлаждение)
7. Самое важное! Уточнить вывод окружности
G90/G91 G02\G03 XYZ IJK
пока реализовано G02\G03 XYZ R с ограничением создания (Четверть окружности), а также вывод G17-19 - нужен ли он, или можно обойтись на этапе настройки станка.
8. Уточнить вывод G54-57 до загрузки инструмента или после.