Создание и описание Кругового движения.
1. G-Код
для токарной Русской ЧПУ.
Кхм. Я не хочу Вас разочаровывать, но при создании
постпроцессора для токарного станка с Русской УЧПУ
(Электроника НЦ-31, Альфа, H22, Р22,
..... ) , учтите:
G-Код для кругового движения задается так :
CLW G3
CCLW G2
Аналогично, про коррекцию: G41\42
Это связано с разницей в системах координат на станке и в Юге,
=> Для ЧПУ современных, иностранных
- все как обычно:
CLW
G2
CCLW G3 |
 |
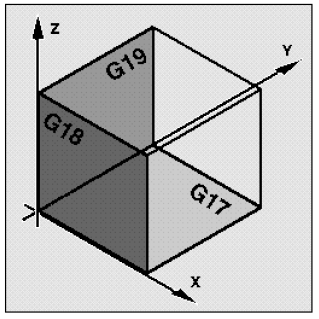
2. Задание плоскости XY-YZ-ZX
и вывод G17\G18\G19\G21
[ Определение плоскости интерполяции ]:
Читая очередной талмуд по
программированию ЧПУ, Вы, найдете красочное описание о том, что система
ЧПУ может совершать круговые манипуляции в любой из координатных
плоскостей XY-YZ-ZX. На деле,
оказывается, что такое может совершать только ограниченное число ЧПУ.
Найти которых - большая редкость.
- В
большинстве своем, плоскость зависит от привязки станка к ЧПУ наладчиком, И, оси главного движителя (инструмента). Как правило,
это ось Z, соответственно, плоскостью в
котором совершаются круговые движения будет XY.
-
G17\G18\G19\G21 - Вывод.
При создании команд учитывающих круговую интерполяцию
Вам придется столкнуться с командами G17\G18\G19.
Среди всех групп G-кода
- это самая непутевая и неоднозначная группа.
Из - за математической логики и реализации в системе ЧПУ эти G-команды
имеют большие ограничения по применению в УП.
Их нельзя активировать при активной коррекции G41\G42\...,
- при активных
функциях высокоскоростного реза,
- часто они просто несовместимы в кадре ни с
одной другой функцией G,
- и многих других ограничениях.
Вам придеться сделать выбор: а действительно нужны ли они в УП?
Очень часто, особенно для 3-х координатного оборудования, плоскость в
котором станок может совершать круговую интерполяцию жестко определена и
G17 является активной при включении ЧПУ. =>, выводить ее в УП нет никакой
необходимости. И в постпроцессоре можно сразу обрезать эту возможность.
Для многокоординатного оборудования - выводить G17, лучше сразу в
начальном движении или после смены инструмента. И то, часто она просто
не нужна.
|
 |
3. Создание окружностей решателем
UG.
При создании обработки и генерировании сетки
решения - решатель (процессор)
UG формирует дуги окружности не превышающие 180° ( как
правило ~172°), то - есть при формировании полной
окружности - образуется 3 дуги ( 3
оператора CIRCLE/ ). А объединение их в
одно круговое движение ( или деление на квадранты ) делает уже
MOM.
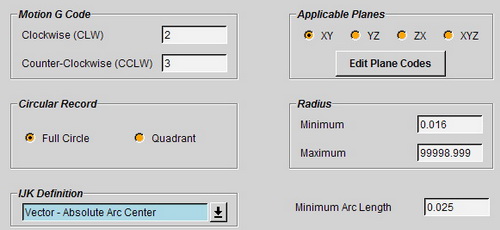
5. Задание минимальных
радиусов и длины окружности.
При создании постпроцессора уделите
внимание заданию минимальных и максимальных пределов радиусов
окружностей.
-
Максимальный радиус окружности
- как правило указывается в паспорте
(параметрах) станка (ЧПУ), но не всегда. Обязательно уточните его.
Пример: Однажды, спустя 1 год спокойной работы - УЧПУ-станок
выдало ошибку при отработке УП:
"Невозможно
отработать кадр .. такой-то.. из-за
R-радиуса
большой окружности.
". Начали проверять
параметры УЧПУ, а там стоит ограничение
Rmax
= 29999 mm . Посмотрели УП - в ней кадр окружности составлял =35 м !!!!!. Перемещение
L=30 mm и
R(I,J)=35000 mm.

-
Минимальный радиус окружности - будьте благоразумны?
Вы
представьте радиус окружности R=0.001 mm.
Представили? Это не реально.
Пример из жизни : Однажды станок (ЧПУ) при отработке
G2 XY IJ с радиусом
R=0.001 - посчитал её за линию и..
плавно срезал. Другой станок ( с другой ЧПУ ) увидев
G2 XY IJ с радиусом R=0.01,
просто чихнул и сделал полную окружность (вместо дуги).
В обоих случаях, деталь оказывалась браком.
Я только однажды встретил станок - который мог отработать размер 0,001 мм
- но он оказался шлифовальным.
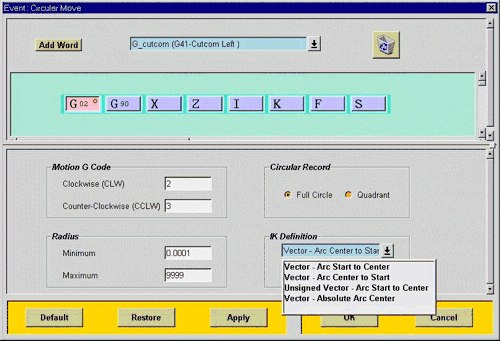
6. Вывод круговой
интерполяции.
При создании кругового движения предусмотрите возможность вывода
круговой интерполяции и в виде:
G2\G3
XY IJ
И в виде:
G2\G3
XY R±
Вывод в первом формате, удобен своей стандартностью и
универсальностью.
Вывод во втором виде, удобен прежде всего для оператора ЧПУ и
имеет ряд недостатков:
- неоднозначность при выполнении дуги окружности +-180 и +-360 градусов,
- точность задания радиуса необходимо повысить на 1 знак, то-есть, если
I8.3, то радиус следует выводить R8.4 => иначе, ЧПУ при выполнении
программы может выдать ошибку "Неконгруэнтность профиля" -
несоответствие рассчитанных центров окружности, начала и конца. Но, так
бывает не у всех ЧПУ.
В
показанном ниже примере, мы ввели пользовательскую переменную mom_output_circular_radius со
значениями
ON\OFF
global mom_output_circular_radius
if {[info exists mom_output_circular_radius]==0} { set mom_output_circular_radius "OFF" ; }
global mom_arc_angle
if {$mom_output_circular_radius=="ON"} {
;#
SET_SIGN_OF_RADIUS
MOM_force once Radius
MOM_do_template circular_move_radius
;#
} else {
;#
global mom_output_mode
switch $mom_output_mode {
ABSOLUTE { MOM_do_template circular_move }
default { MOM_do_template circular_move_incr }
}
;#
}
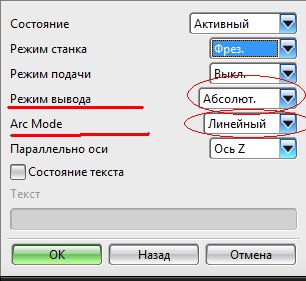
Также, предусмотрите возможность вывода круговой
интерполяции как в режиме Абсолютных перемещений, так и в режиме Приращения.
Если Технолог, будет переставлять режимы вывода УП используя
User-Defined событие [Set Modes].
Выберите подходящий формат команды УЧПУ для этого и опишите
его. Обязательно, уделите внимание, как задается центр окружности при разных
режимах.
G91 G2\G3 X[приращения]Y[приращения]
I[приращения]J[приращения]
G91
G2\G3 X[приращения]Y[приращения]
I[абсолют]J[абсолют]
global mom_output_mode
switch $mom_output_mode {
ABSOLUTE { MOM_do_template circular_move }
default { MOM_do_template circular_move_incr }
}
Copyright ©
2001—2009 че