|
|
|
История
PostBuilder началась в 16-ой версии
Unigraphics, именно в ней появились его первая реализация в
исходных кода на Tcl/Tk. Но уже в обновлении Unigraphics 16.3.3 -
создатели расчухались и вдруг не с того, и сего, закрыли исходники. Просто
зашифровав их. При запуске функция ...._decrypt (или
иная другая по названию) -
расшифровывает функции в память, поэтому при запуске
PostBuilder-а - компьютер 'вставал', и продолжает
'вставать', колом, если у него
не хватало оперативной памяти.
 Сначала, Все новички,
используют PB, не поняв его - начинают вручную править и создавать
ПП, но потом, после приобретения определенного опыта, поняв принципы и устои
Юга, начинают пользоваться PB в полную силу. Сначала, Все новички,
используют PB, не поняв его - начинают вручную править и создавать
ПП, но потом, после приобретения определенного опыта, поняв принципы и устои
Юга, начинают пользоваться PB в полную силу.
Изначально, да и сейчас, структура работы
PB не
отличалась оригинальностью от обычной схемы работы оболочек Gui Unix\Linux.
Есть файл проекта - *.pui на его основе
компилятор/сборщик формирует несколько файлов , в данном случает *.tcl
, *.def. Взаимосвязь между ними довольна призрачна.
|
 Глубоко вникнуть в состав pui - файла меня вынудило
несколько случаев. Один из них был просто дурацкий: мне нужно было получить такой порядок адресов в кадре :
G90 G41..... Используя PB, получалось только так:
G41 G90 ....
Глубоко вникнуть в состав pui - файла меня вынудило
несколько случаев. Один из них был просто дурацкий: мне нужно было получить такой порядок адресов в кадре :
G90 G41..... Используя PB, получалось только так:
G41 G90 ....
Я много раз пытался сделать это - не выходило.
Создавать свой адрес, когда был такой же в наличие (по функционалу), было
как то глупо. Ругнулся и
открыл pui-файл. Внимательно
изучив содержимое, я обнаружил описание и порядок адресов, решил их переставить
..... и у меня получилось :):):)
Точно так же, мне удалось решить и проблему адресов еще для одного
постпроцессора, и получить требуемое: M3 S...
| До | После |
## MASTER SEQUENCE START
G_cutcom "$mom_sys_cutcom_code(OFF)" 0 "Cutcom G-Code" 0
G_plane "$mom_sys_cutcom_plane_code($mom_cutcom_plane)" 0 "Plane G-Code" 0
G_adjust "$mom_sys_adjust_code" 0 "Tool Length Adjust G-Code" 0
G_feed "$mom_sys_feed_rate_mode_code($feed_mode)" 0 "Feedrate Mode G-Code" 0
G_spin "$mom_sys_spindle_mode_code($mom_spindle_status)" 0 "Spindle Output Mode G-Code" 0
G_return "$mom_sys_cycle_ret_code(MANUAL)" 0 "Return Plane for Canned Cycles" 0
G_motion "$mom_sys_linear_code" 0 "Motion G-Code" 0
G_cycle "$mom_usd_add_var" 0 "(G_cycle)" 1
G_mode "$mom_sys_output_code($mom_output_mode)" 0 "Positioning Mode G-code" 0
G "$mom_sys_blank_code" 0 "Other G-Codes" 0
X "$mom_sys_blank_code" 0 "X Axis Position or Canned Cycle X Axis Position" 0
Y "$mom_sys_blank_code" 0 "Y Axis Position or Canned Cycle Y Axis Position" 0
Z "$mom_sys_blank_code" 0 "Z Axis Position or Canned Cycle Z Axis Position" 0
fourth_axis "$mom_sys_blank_code" 0 "4th Axis Position" 0
fifth_axis "$mom_sys_blank_code" 0 "5th Axis Position" 0
I "$mom_sys_blank_code" 0 "X Axis Position of the Circle Center" 0
J "$mom_sys_blank_code" 0 "Y Axis Position of the Circle Center" 0
K "$mom_sys_blank_code" 0 "Z Axis Position of the Circle Center" 0
.....
F "$mom_sys_blank_code" 0 "Feedrate" 0
S "$mom_sys_blank_code" 0 "Spindle Speed" 0
...
M_spindle "$mom_sys_spindle_direction_code($mom_spindle_direction)" 0 "Spindle Direction M-Code" 0
....
N "" 0 "Sequence Number" 0
....
Text "" 0 "Text String" 0
## MASTER SEQUENCE END
|
## MASTE SEQUENCE START
G_mode "$mom_sys_output_code($mom_output_mode)" 0 "Positioning Mode G-code" 0
G_cutcom "$mom_sys_cutcom_code(OFF)" 0 "Cutcom G-Code" 0
G_plane "$mom_sys_cutcom_plane_code($mom_cutcom_plane)" 0 "Plane G-Code" 0
G_adjust "$mom_sys_adjust_code" 0 "Tool Length Adjust G-Code" 0
G_feed "$mom_sys_feed_rate_mode_code($feed_mode)" 0 "Feedrate Mode G-Code" 0
G_spin "$mom_sys_spindle_mode_code($mom_spindle_status)" 0 "Spindle Output Mode G-Code" 0
G_return "$mom_sys_cycle_ret_code(MANUAL)" 0 "Return Plane for Canned Cycles" 0
G_motion "$mom_sys_linear_code" 0 "Motion G-Code" 0
G_cycle "$mom_usd_add_var" 0 "(G_cycle)" 1
G "$mom_sys_blank_code" 0 "Other G-Codes" 0
X "$mom_sys_blank_code" 0 "X Axis Position or Canned Cycle X Axis Position" 0
Y "$mom_sys_blank_code" 0 "Y Axis Position or Canned Cycle Y Axis Position" 0
Z "$mom_sys_blank_code" 0 "Z Axis Position or Canned Cycle Z Axis Position" 0
fourth_axis "$mom_sys_blank_code" 0 "4th Axis Position" 0
fifth_axis "$mom_sys_blank_code" 0 "5th Axis Position" 0
I "$mom_sys_blank_code" 0 "X Axis Position of the Circle Center" 0
J "$mom_sys_blank_code" 0 "Y Axis Position of the Circle Center" 0
K "$mom_sys_blank_code" 0 "Z Axis Position of the Circle Center" 0
.....
F "$mom_sys_blank_code" 0 "Feedrate" 0
M_spindle "$mom_sys_spindle_direction_code($mom_spindle_direction)" 0 "Spindle Direction M-Code" 0
S "$mom_sys_blank_code" 0 "Spindle Speed" 0
...
N "" 0 "Sequence Number" 0
Text "" 0 "Text String" 0
## MASTER SEQUENCE END
|
Вывод: порядок Адресов в кадре - задается
в pui. И его нужно при необходимости менять.
Исключение: Вывод адреса N.
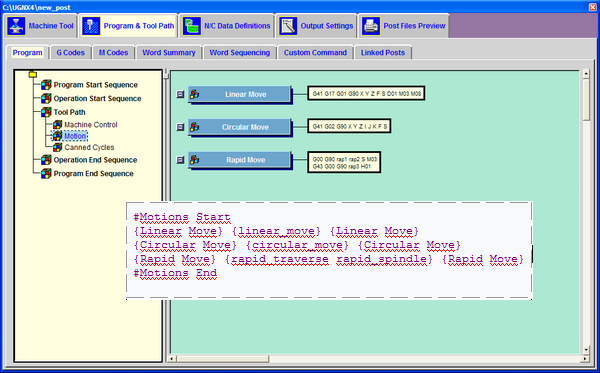
1. Меня всегда интересовало, почему в
PB так неудобно и не понятно работает с
Nurbs и Helix -
интерполяцией. В принципе, она была обычным видом движения. Но реализация через
uplevel { } - раздражала.
В pui-файле за это отвечает следующая часть:
Для решения этого насущного вопроса,
откроем pui-файл, и добавим строчки, чтобы получилось
как показано ниже.
#Motions Start
{Linear Move} {linear_move} {Linear Move}
{Circular Move} {circular_move} {Circular Move}
{Rapid Move} {rapid_traverse rapid_spindle} {Rapid Move}
{Nurbs Move} {} {Nurbs Move}
{Helix Move} {} {Helix Move}
#Motions End
|
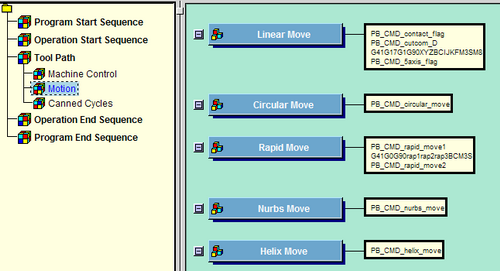
После открытия модифицированного
Pui в PB получим
следующую картинку, и более того, в
tcl - файле будут образованы следующие команды,
которые мы можем редактировать и наполнять прямо из PB:
#==========================================
proc MOM_nurbs_move { } {
#==========================================
}
#==========================================
proc MOM_helix_move { } {
#==========================================
}
|
 |
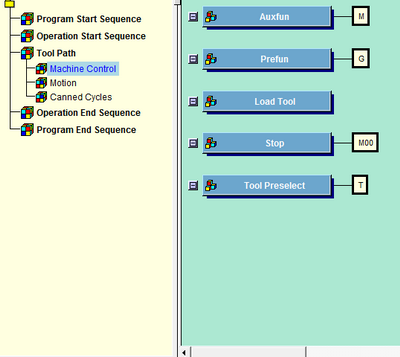
Точно также, Вы можете добавлять и обработчики, и
другие вспомогательные команды:
##Tool Path Start
#Control Functions Start
{Tool Change} {} {$gPB(event,tool_change,name)}
{Length Compensation} {} {Length Compensation}
{Set Modes} {} {Set Modes}
{Spindle RPM} {PB_CMD_spindle} {Spindle RPM}
{Spindle Off} {spindle_off} {Spindle Off}
{Coolant On} {coolant_on} {Coolant On}
{Coolant Off} {coolant_off} {Coolant Off}
{Inch Metric Mode} {} {Inch Metric Mode}
{Feedrates} {} {Feedrates}
{Cutcom On} {} {Cutcom On}
{Cutcom Off} {cutcom_off PB_CMD_D_flag_v_nol} {Cutcom Off}
{Delay} {delay} {Delay}
{Opstop} {opstop} {Opstop}
{Auxfun} {auxfun} {Auxfun}
{Prefun} {prefun} {Prefun}
{Load Tool} {} {Load Tool}
{Stop} {stop} {Stop}
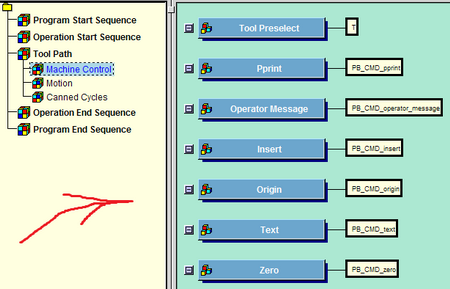
{Tool Preselect} {tool_preselect} {Tool Preselect}
{Pprint} {PB_CMD_pprint} {Pprint}
{Operator Message} {PB_CMD_operator_message} {Operator Message}
{Insert} {PB_CMD_insert} {Insert}
{Origin} {PB_CMD_origin} {Origin}
{Text} {PB_CMD_text} {Text}
{Zero} {PB_CMD_zero} {Zero}
#Control Functions End
|
 |
2. Используя выше приведенную методику.
Теперь вы можете, добавлять в меню PB нужные Вам
функции. И не только, начинающееся на знакомое
PB_CMD_*.
Ограничение, я думаю одно - процедура не должна содержать аргументы.
Если, Вы, хотите добавить свою собственную процедуру, то предварительно, опишите
её в tcl - файле, дополните
pui,
а уж , затем открывайте Ваш проект в PB.
{Command} \
{"Custom Command" "" "New Custom Command"} \
{"MOM_set_seq_off" "" "MOM Command"} \
{"MOM_set_seq_on" "" "MOM Command"} \
{"MOM_coolant_off" "" "MOM Command"} \
{"MOM_coolant_on" "" "MOM Command"} \
{"MOM_set_modes" "" "MOM Command"} \
{"MOM_spindle_css" "" "MOM Command"} \
{"MOM_spindle_off" "" "MOM Command"} \
{"MOM_spindle_rpm" "" "MOM Command"} \
{"SET_SIGN_OF_RADIUS" "" "Custom Command"} \
{"int_value" "" "Custom Command"} \
{"PRBCUT" "" "Custom Command"} \
{"PROBE" "" "Custom Command"} \
{"SET_Tool_type" "" "Custom Command"} \
{"PB_CMD_5axis_flag" "" "Custom Command"} \
{"PB_CMD_5axis_flag3_V_nol" "" "Custom Command"} \
......
|
 |
Copyright © 2001—2009 че