| RTCP ( Rotation Tool Center Point ) |
Если Вы загуглите, то основную часть ссылок будет относиться к :
|
RTCP - протоколы для IP-телефонии:
http://ru.wikipedia.org/wiki/RTCP |
но нам нужно другое![]() .
.
*Прошу прощения, но все картинки были бессовестно украдены с руководства по программированию Siemens. Рисовать абсолютно не хотелось. А руководство по Sinumerik я считаю настолько хорошо документированным, что по нему можно осваивать программирование на станках ЧПУ.
Предыстория.
Представьте, что Вы попали в 70-90 гг прошлого столетия. Активно во всем мире развивалось станкостроение. Вся вычислительная база ЧПУ строилась сначала на ферритовых проводниках, затем на ламповых, и под конец перешла на полупроводники. Микроэлектронная база промышленного компьютера развивалась очень медленно. Вычислительная база также развивалась очень медленно и даже в 2000 году (!!!) промышленные компьютеры не обладали мощностью 286 процессора. Это очень ограничивало работу ЧПУ в реальном времени, соответственно, скорости перемещения инструмента. Вспомните - 2000 мм\мин - это уже считалось чуть ли не эрой космических скоростей.
За 1 ед. времени ЧПУ должно было:
- прочитать кадр (разобрать его по адресам).
- произвести расчет кинематических данных (линейных, поворотные - оси).
- выдать команду на выполнение перемещения
- получить команду (с линейки) о том, что оси достигли нужной величины.
....
|
Естественно, что в таком временном цейтноте, ни о каких серьезных вычислительных процессах на стороне ЧПУ не шло. Практически все задачи вычислительного характера возлагались на постпроцессор (именно, с тех пор постпроцессор стали "боготворить"):
|
|
Более того, индустрия станкостроения, на этом этапе не производила станки сложной кинематической схемы (такой как DMU-50e и его клоны).
|
|
|
|
При программировании 5 осей обработки поверхностей достаточно было указать смещение относительно системы координат станка и системы координат детали. |
|
Сегодняшнее положение.
Появление функции RTCP - было обусловлено появлением RISK-процессоров и огромной, возрастающей вычислительной мощностью ЧПУ, использованию в качестве ЧПУ персональных компьютеров.
Всё больше и больше функций вычислительного характера стало передаваться от постпроцессора к ЧПУ. Сейчас от постпроцессора практически ничего уже не зависит. Он часто выполняет чисто функциональную роль по обычному кодированию CLS->G\M-code.
Сейчас RTCP является обязательной (не факт) к использованию для программирования непрерывной 5-осевой обработки. Хотя большинство производителей системы предлагают её как опцию. Все современные 5-осевые станки оснащаются системами ЧПУ поддерживающими эту функцию. Однако, все еще используются старые 5-осевые станки, в которых эта функция не предусмотрена. Также встречаются случаи, когда на обычный 3-осевой станок устанавливают дополнительный наклонно-поворотный стол.
Перед использованием функции RTCP станок обязательно предварительно калибруют по месту своей установки. Также, со станком часто идет машина для точного измерения вылета каждого применяемого инструмента и его балансировки.
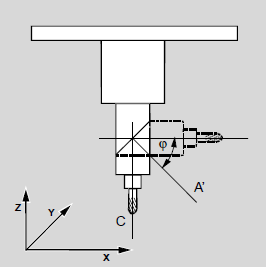
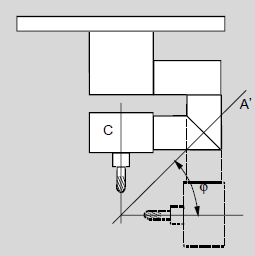
RTCP в современных системах ЧПУ допускает различные способы задания направления оси инструмента, это могут быть пространственные углы, углы Эйлера, углы наклона и поворота. Но самым простым и часто используемым способом является задание в УП непосредственно углов наклона поворотных осей станка. Такой способ позволяет легче читать программу и проще понимать ориентацию инструмента относительно заготовки.
RTCP
| ЧПУ | Название | Функция | |
| 1 | Fanuc* | Tool center point control | G43.4 \ G49 |
| 2 | Mazatrol | G52 P2 \ G52 P0 | |
| 3 | Sinumerik | Orientation transformation option |
TRAORI \ TRAFOOF |
| 5 | Heidenhain | TCPM - Tool Center Point Management | M128 \ M129 |
- * каждая модификация Фанука имеет свою функцию G, это зависит от номера внутренней подпрограммы. Смотрите руководство.
|
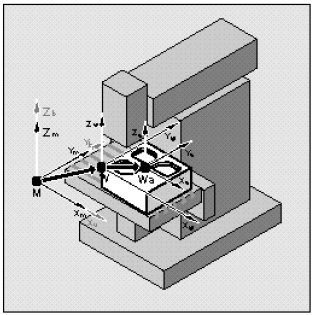
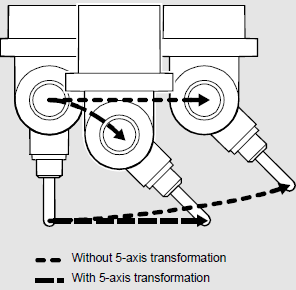
Так что же делает эта функция? При включении RTCP - ЧПУ начинает "отслеживать" положение кончика инструмента относительно обрабатываемой детали и автоматически выполнять все необходимые компенсационные движения. Все кинематические особенности станка, а также все точные размеры расположения центров вращения заложены в систему ЧПУ.
|
|
| без RTCP | с RTCP |
|
N10 A90 F1000 |
|
|
|
|
ЧПУ при активной функции RTCP выполняет следующее:
Автоматически компенсирует длину инструмента.
Линеаризует траекторию движения инструмента при одновременном программировании
линейных и поворотных осей, и в реальном времени выполняет компенсационные
движения по всем трем линейным осям при программировании наклона инструмента..
В случае если хотя бы одна из поворотных осей станка реализована столом,
применяет трансформацию программной системы координат в реальном времени.
Особенности программирования при использовании функции RTCP:
Программа выдается постпроцессором в системе координат детали так, как будто
программный ноль в CAM системе находится в точке пересечения наклонной и
поворотной осей. В реальном станке часто эти оси вообще не пересекаются.
Никакие компенсационные движения постпроцессор не рассчитывает. Инструмент
всегда наклоняется относительно своего кончика.
Постпроцессор решает обратную кинематическую задачу для преобразования вектора
ориентации оси инструмента в углы наклона и поворота, реализованные на станке.
Постпроцессор контролирует ограничения рабочей зоны наклонной оси станка.
Поворотная ось обычно может вращаться неограниченно.
Постпроцессор не выполняет линеаризацию траектории движения инструмента.
Система координат трансформируется динамически при наклонах и поворотах стола.
Программные оси XYZ не совпадают со станочными.
Если наклон не равен нулю, тогда ось Z в программе не совпадает с осью
инструмента. То есть отвод инструмента нужно делать по 3 координатам. Это
справедливо даже если наклонная и поворотная оси реализованы столом.